



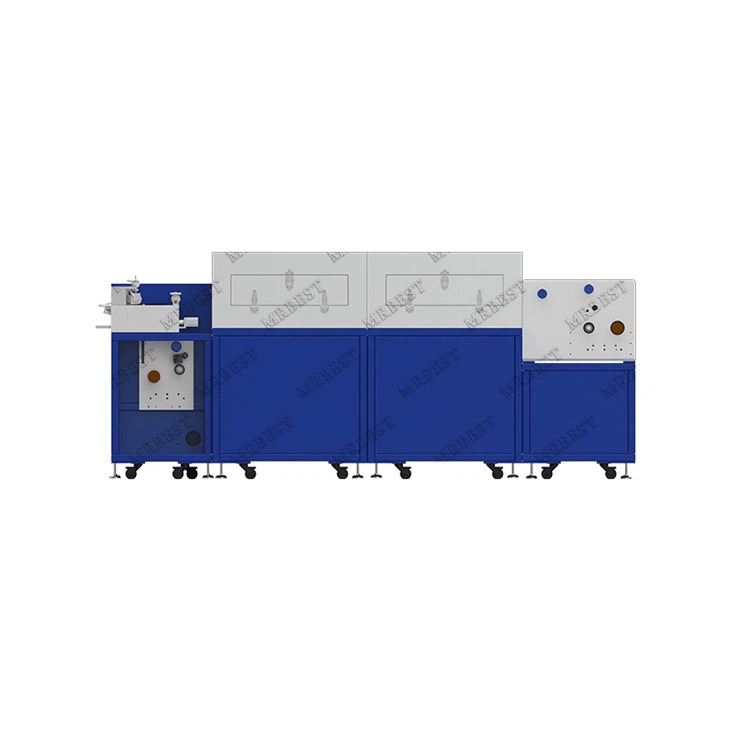
Машина с электродом литий -ионной батареи с двумя духовкой для производства аккумуляторов
Машина с покрытием электрода аккумулятора-это ключевое оборудование, используемое в производстве литий-ионных батарей .. ячейки .
Машина для покрытия лития батареи-это специализированная система трансферного покрытия с тремя роллерами, предназначенная для исследований и разработок в индустрии ионных аккумуляторов Lithium-Ion & Soudium .. Он позволяет как непрерывное, так и прерывистое покрытие, что делает его универсальным для различных экспериментов по покрытию и оптимизации процессов., что делает его универсальным для различных экспериментов по покрытию и оптимизации процессов.}}, что делает его универсальным для различных экспериментов по покрытию и оптимизации процессов {3}
Описание продуктов
*Управление натяжением субстрата, стабильный ремень, конфигурация корректирующего устройства;
*Горячий воздух, двухсторонняя трансляция сверху и снизу, хороший эффект сушки;
*Переводящее покрытие с тремя рук с широким окном покрытия;
*Измерение скребков запятой с механизмом регулировки точной регулировки для достижения высокой точности покрытия;
*Управление PLC, операция сенсорного экрана, простая в использовании;
*Необязательное устройство лечения восстановления растворителя;
|
Нет . |
Элемент |
Технические параметры |
|
1. |
Подходит для системы |
Тернарный, литийный железный фосфат, литий -кобальт, литий мантех, графит, кремниевый углерод и другие системы с положительным и отрицательным покрытием электрода |
|
2. |
Тип покрытия |
Непрерывное и прерывистое покрытие |
|
3. |
Номер секции духовки |
1 Раздел 1 метра, общая 2м |
|
4. |
Скорость покрытия |
0 ~ 0,5 м/мин |
|
5. |
Толщина субстрата |
Алюминиевая фольга (AL): 8 ~ 30 мм медная фольга (Cu): 8 ~ 30um |
|
6. |
Ширина дизайна поверхности рулона |
330 мм |
|
7. |
Обеспечить ширину покрытия |
в пределах 280 мм |
|
8. |
Покрытие ролика, кроватки |
Φ120 мм |
|
9. |
Прижимный ролик |
Φ80 мм |
|
10. |
Точное покрытие |
± 3um |
|
11. |
Точность веса (мг/см2) |
Значение центра покрытия ± 1,0% |
|
12. |
Подходит для вязкости пасты |
2000 ~ 12000 (MPA) |
|
13. |
Диапазон толщины толщины сухого покрытия с одной стороны |
20-200μm |
|
14. |
Свойства растворителя |
Жирное растворитель NMP (s . g =1.033, b . p =204 степень) |
|
Водный растворитель h2o/nmp (s . g =1.000, b . p =100 степень) |
||
|
15. |
Подходит для сплошного диапазона |
20~85% |
|
16. |
Точность размера покрытия (мм) |
L меньше или равна ± 1, W меньше или равна ± 0,5 |
|
17. |
Точность выравнивания переднего и заднего вида (мм) |
L меньше или равна ± 1, W меньше или равна ± 0,5 |
Интегральное раскручивание, главный механизм
|
Нет . |
Итен |
Технические параметры |
|
1. |
Монтажная структура роликов |
Твердо установите стальную раму |
|
2. |
Обработка поверхности рулона |
Окисление поверхности алюминиевого рулона металла |
|
3. |
Система управления натяжением |
Автоматическое постоянное натяжение управления, диапазон натяжения 0 ~ 50n, сервоприводы управления двигателем |
|
4. |
Исправить путь |
Автоматическое управление EPC, ход 50 мм |
|
5. |
Обмотка режима |
Материальная катушка фиксируется с помощью 3- дюймового вала воздуха и вала расширения воздуха; |
|
Осная ось расширения воздуха для раскрытия |
||
|
6. |
Максимальный раскручивающий диаметр |
Ф250 мм |
|
7. |
Максимальное нагрузка оси расширения газа |
80 кг |
|
8. |
Воздушное количество валов |
1 |
|
9 |
Основной приводной мотор |
Сервомотор |
|
10 |
Обработка поверхности рулона |
Окисление поверхности алюминиевого рулона металла |
|
11 |
Доктор Клинок |
Двухсторонний запятый лезвие доктора |
|
12 |
Ролик с покрытием (стальный ролик) |
Твердый хромированный покрытие |
|
13 |
Задний ролик (резиновый ролик) |
Поверхность покрыта импортированным EPDM |
|
14 |
Отрегулируйте высоту зазора лезвия |
Ручная настройка |
|
15 |
Положение одиночной головы |
Установка и эксплуатация перед промежуточным путем |
Механизм обмотки: он обладает той же функцией, что и разматывание, следующим образом
|
Нет . |
Элемент |
Технические параметры |
|
1. |
Устранение марширования |
Установка сушки |
|
2. |
Напряжение |
Автоматический контроль постоянного натяжения |
|
3. |
Структура установки |
Твердо установите стальную раму |
|
4. |
Количество оси расширения обмотки газа |
Одноручная обмотка |
Печь
|
Нет . |
Элемент |
Технические параметры |
|
1. |
Структура духовки |
Независимый нагрев с двойным слоем, верхний и нижний расположение |
|
2. |
Длина духовки |
1 м/секция, общее количество 2м |
|
3. |
Материал |
SUS304 нержавеющая сталь |
|
4. |
Контроль температуры |
Разделен на нормальный контроль рабочей температуры, мониторинг температуры и контроль защиты тревоги и отключите основной нагревательную питание; Абзацы полностью независимы друг от друга |
|
5. |
Режим отопления |
Электрическое отопление, конструкция циркуляции горячего воздуха |
|
6. |
Нагревательная мощность в одной секции |
6 кВт |
|
7. |
Внутренняя температура духовки |
Дизайн max . 150 степень, Разница температуры в одной сечке меньше или равна ± 2,5 градуса |
|
8. |
Продувать путь |
Выдувание верхнего и нижнего воздуха, верхняя и нижняя воздушная камера разделяет нагреватель |
|
9. |
Структура ветра |
Специальная форма используется для разрезания канавки воздушного сопла |
|
10. |
Управление вентиляторами |
Контактор управление |
|
11. |
Управление нагреванием |
Твердотельное эстафета |
|
12. |
Материал вентилятора |
SUS304 нержавеющая сталь |
|
13. |
Система восстановления растворителя |
Необязательный |
Управляемая антистема
|
Нет . |
Элемент |
Технические параметры |
|
1 |
Мастер -система управления |
Сенсорный экран, PLC, сервопривода |
|
2 |
Режим работы |
Ручная, автоматическая, аварийная остановка; Вся машина может работать до и после |
|
3 |
Условие тревоги |
Когда устройство сбоя, сенсорный экран отобразит соответствующий экран коррекции |
Точность оборудования
|
Нет . |
Элемент |
Технические параметры |
|
1. |
Скребок |
Круглый прыжок меньше или равен ± 1,5 мм, RA0,4, прямолинейность или равна ± 1,5 мкю |
|
2. |
Ролик с покрытием (стальный ролик) |
Циркулярное разряд меньше или равен ± 1,5 мкл, RA0,4 Прямость меньше или равна ± 1,5 м. |
|
3. |
Резиновый ролик |
Circle Bunout меньше или равен 10ум, прямолинейность или равна 10um |
|
4. |
Устранение отклонения |
± 0,2 мм |
УстановкаEnvironmentRравенство
1) температура окружающей среды головки машины составляет 25 ~ 30 градусов, а остальное составляет 10 ~ 40 градусов;
2) Относительная влажность головки машины меньше или равна 35%, отрицательный электрод RH меньше или равен 98%, а остальное меньше или равное 98%;
3) Источник питания: 3PH 380V, 50 Гц, диапазон колебаний напряжения: +8%~ –8%; Питание общая мощность 26 кВт;
4) Сжатый воздух: после сушки, фильтрации и регулирования напряжения: давление выходов больше 5,0 кг/см2
Продукция отображается




Причины и профилактические меры для неравномерной толщины покрытия в покрытии лития аккумулятора
Процесс покрытия в производстве литиевых аккумуляторов является критическим шагом, так как однородность толщины покрытия напрямую влияет на способность батареи, срок службы цикла и безопасность . в реальном производстве, такие как неровные толщины покрытия (e . g ., «Толстые края» и «тонкие кнопки») общие и Prose Actule Ascolads Actaне, и Prose Accaintes Actaintes для Pose Againtes для Prose Againtes для Prose Againtes для Pose Againtes для Prose Againtes для Prose Againtes для Prose Againtes для Prose Againtes для Prose Againtes для Prose Againtes для Prose Againtes. производительность .
Мы проанализируем причины неравномерности толщины покрытия из нескольких аспектов, включая характеристики суспензии, параметры процесса, точность оборудования и факторы окружающей среды, и предлагает стратегии оптимизации для решения этих вопросов .

Анализ основных причин неравномерной толщины покрытия
1. Влияние характеристик суспензии жидкости
(1) Вязкость, поверхностное натяжение и твердое содержание суспензии являются ключевыми факторами, влияющими на однородность покрытия .
(2) Вязкость и потока: суспензия с высокой вязкостью имеет тенденцию накапливаться локально во время процесса покрытия, что приводит к «толстым краям» в точках запуска и остановки . Когда вязкость суспензии слишком высока, его потока ограничена.}}}}}}}}}}}}}}}}}}}}}}
(3) Поверхностное натяжение: выскальзы с чрезмерным поверхностным натяжением подвержены формированию толстых краев «в форме полумесяца» на границах покрытия, компрометирующая однородность покрытия .
(4) Флуктуации твердого содержания: нестабильность в твердом содержании влияет на погружаемость суспензии, вызывая изменения в толщине покрытия ., когда отклонение твердого содержания превышает ± 0 . 3%, однородность толщины покрытия значительно ухудшается.
2. Неправильные параметры процесса
| Имя | Настройка параметров | Конкретное влияние | Результат |
| Скорость покрытия | Слишком быстро | Суспензиация неравномерно распределяется на поверхности подложки, и края не могут адекватно распространяться . | Это приводит к формированию «тонких краев» (ребра, которые тонкие и неполные) . |
| Слишком медленно |
Суспензион имеет чрезмерно длинное время смачивания на краях субстрата . |
Это приводит к формированию «толстых краев» (где края чрезмерно толстые) | |
| Давление на покрытие | Неровное давление |
Скудчика чрезмерно распространяется на краях субстрата . |
Локальное утолщение (ненормальное утолщение покрытия в краевых областях) . |
| Температура выпечки | Температура слишком высока |
Растворитель испаряется слишком быстро, вызывая поверхностную усадку и дисбаланс во внутреннем напряжении . |
Поверхностное растрескивание, очистка и уменьшение толщины покрытия равномерность . |
3. Недостаточная точность и стабильность оборудования
(1) Дефекты дизайна умирают: отклонения в зазоре щели или необоснованной формы выезда могут привести к неравномерному потоку суспензии, вызывая изменения толщины покрытия .
(2) Управление натяжением субстрата: колебания натяжения субстрата могут вызвать дрожание во время процесса покрытия, влияя на однородность покрытия .
(3) Износ оборудования: износ на ролику с покрытием или роликом с поддержкой может изменить эффективность переноса суспензии, что приводит к колебаниям толщины покрытия .
4. интерференции факторов окружающей среды
| Факторы окружающей среды | Конкретное влияние | Последствия для единообразия покрытия |
| Колебания температуры | Изменения температуры окружающей среды изменят вязкость суспензии | Неровная толщина покрытия |
| Температурные эффекты | В среде с высокой влажностью суспензию легко поглощать воду и агломерат | Влияет на однородность покрытия |
| Загрязнение частиц | Металлическая стружка или пыль в воздухе может встроить в покрытие | Формирование локальных различий в толщине |
Влияние неровной толщины покрытия
Затухание емкости: слишком тонкие области могут привести к недостаточному активному материалу, влияя на емкость батареи .
Защитой срок службы цикла: различия в толщине могут вызвать концентрацию напряжения электрода, ускорение деградации материала .
Опасности безопасности: слишком толстые области могут привести к росту дендрита лития, увеличивая риск коротких замыканий .
Стратегии оптимизации
Чтобы улучшить однородность толщины покрытия на основе вышеуказанных причин, можно решить следующие аспекты:
| Нет . | Направление оптимизации | Конкретные меры по улучшению единообразия толщины покрытия |
| 1 | Корректировки свойства суспензии |
Регулируя реологические модификаторы и поверхностно -активные вещества, уменьшите вязкость суспензии и поверхностное натяжение . |
| 2 | Уточнение параметра процесса |
Принять технологию управления динамическим давлением для регулировки давления и скорости покрытия в режиме реального времени . |
| 3 | Точность и техническое обслуживание оборудования |
Введите высокую рецепту и интеллектуальную систему коррекции для повышения точности покрытия . |
| 4 | Контроль состояния окружающей среды |
Установить семинар постоянной температуры и влажности, чтобы уменьшить влияние колебаний окружающей среды на процесс покрытия . |
Заключение
Решение проблемы неравномерной толщины покрытия при покрытии литиевого батареи требует многомерной совместной оптимизации от характеристик суспензии, параметров процесса, точность оборудования и контроль окружающей среды . путем глубокого изучения взаимодействия этих факторов и индивидуализации интеллектуальных технологий для улучшения управления производственной точностью, покрытие, покрытие, может быть эффективно, ведущая ведущая к эмпюзионному усовершенствованию, ведущая к эмпюзионному усовершенствованию, приводящие в приводной эмпетшему, ведущий ведущий к эмоциональности, приводящий ведущий в целеустремленность, приводящие в силу, ведущую к укреплению, приводящие в силу усовершенно производительность .
горячая этикетка : Машина для покрытия электрода аккумулятора, производители машин для покрытия аккумулятора, поставщики, фабрика





